最近两三年,随着环保监管越来越严厉,工业危险废物处置市场也越来越红火,由此带火了等离子体处理技术的相关话题。早在2014年9月,《危险废物处置工程技术导则》(HJ 2042-2014)(以下简称《技术导则》)就已发布实施,《技术导则》将等离子体技术正式列入危险废物处理可选技术路线。
即便如此,业内仍然有各种各样的疑惑、质疑的声音,诸多行业人士发声,直指等离子体技术的弱点。等离子体技术的适用性问题,一时成为争论的焦点。受此影响,不少危废项目负责人心中犹豫,稳字当先,危废处置行业投资在等离子体技术上踌躇难行。
究竟等离子体技术是回转窑焚烧技术的替代,还是替补?
等离子体热解炉
一、《技术导则》怎么说
众所周知,行业标准是非常严肃的,开不得玩笑。环保部(现生态环境部)发布的标准至少经过“三审两稿”,是政策专家、技术专家和行业行家从各个角度完善、权衡过的,因此,标准的条款是经得起推敲和检验的。《危险废物处置工程技术导则》对于等离子体技术的规定,凝聚了监管层、技术层和行业层的最大共识。
(4.1.3.2)“危险废物非焚烧处置主要包括……、电弧等离子处置等。”传达了两方面的信息,一是我们讨论的是电弧等离子体,实指热等离子体;二是等离子体处置技术属于非焚烧技术路线,可以不需要氧气或者空气。
(4.2.3.3)“电弧等离子体技术适用于处置毒性较高、化学性质稳定,并能长期存在于环境中的危险废物,特别适宜处置垃圾焚烧后的飞灰、粉碎后的电子垃圾、液态或气态有毒危险废弃物等。”表达了处置对象的适用性,特别指出了四类危险废物。
(7.5.6)“采用等离子体技术处置危险废物时,应考虑其技术应用的范围,对拟处理的危险废物应根据废物特点进行预处理。包括去除包装、分离、固体混配、一次性包装物破碎、粉状废物造粒、液体过滤等,以确保满足其处理工艺要求。”提示预处理是非常必要的,并列举了预处理可能用到的方法。
(7.6.2.3)“采用等离子体技术处置危险废物,应根据需要进行系统配置,确保等离子体熔融炉、电源设备、测量控制设备和制氮设备稳定运行,并配备相应的进料单元、热能回收单元、废气处理单元以及玻璃体输出成型单元。等离子体处置过程产生的废气在没有专门标准的前提下可参照GB18484执行。电弧等离子体技术的电弧温度达到7000℃以上,反应区温度控制在1200~1500℃范围。”提示了系统配置的要求以及关键工艺参数。
《技术导则》以上四条基本上讲清楚了等离子体处理危废技术的工艺特征、适用性特点、预处理要求以及系统配置和关键工艺参数,既没有夸大优点之语,也没有贬低不足之处,当然,也就无法给出题目的答案。
二、关于等离子体技术的担忧
业内业外关于等离子体处理危废技术的担忧,主要体现在三方面:技术适用性、处理是否彻底、运行成本。提出问题不难,难在提对问题。很多帖子讨论三方面担忧的时候,是否提出正确的问题了呢?
首先,什么是技术适用性?字面理解,指技术与对象、工况、目标的匹配程度。比较抽象,举例说明。
回转窑焚烧技术是国内危险废物无害化处理的普适技术选项,可以处理多达二十多大类危废,包括固态的、液态的和气态的;工艺参数比较宽容,多数废料可以直接进窑,窑温控制精确度要求不高,操作要求不高,很多操作工不掌握窑炉和焚烧原理,一样上岗;理论上,回转窑焚烧技术的有机物焚毁率≥99.9%、残渣热灼减率≤5%,虽然,实际情况很不乐观。国内普遍接受,回转窑焚烧技术的技术适用性最好。
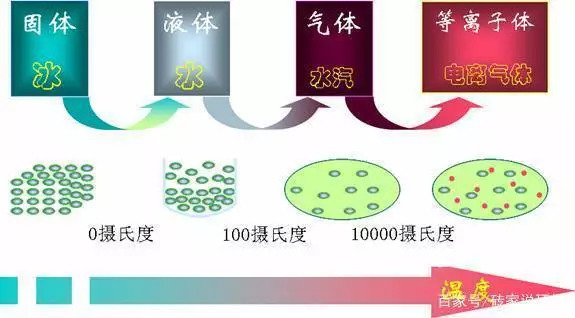
用同样的逻辑,看看等离子体处理技术的适用性。电弧等离子体,此处可能有人质疑,不是说等离子体技术吗,为何又变成电弧等离子体了。(先来科普一下。我们常见的物质有三态:固液气,尤其是气体,如空气,看不见摸不着还不导电。那么高度电离的气体,还是气体吗?发光、发热、导电、大量电子粒子自由基,与气体完全是两种物质。这种高度电离的气体,就是物质第四态,等离子体。日常生活中最常见的等离子体包括日光灯和闪电,不常见但大名鼎鼎的当然是用于核聚变的氚氘等离子体了。我们人类最容易获得的可控有用等离子体都是电弧引发和电流维持的。因此,电弧等离子体理解成等离子体没毛病。)科普完了,回到正题。电弧等离子体技术适用于处理高毒、稳定、难降解的有机废物,难道对于一般危险废物就无能为力了吗?结果不言自明,对于处理对象而言,电弧等离子体技术拥有与回转窑焚烧技术同等甚至更好的匹配程度。
物质第四态:等离子体
对于危废处理工况,由于全电操作,电弧等离子体技术的工艺过程和参数更加稳定、一致,自动化程度更高,匹配程度更高。对于危废处理目标,电弧等离子体技术的有机物焚毁率≥99.99%,熔融玻璃体排渣,烟气处理负荷相当于回转窑焚烧技术的10~20%,匹配程度更高。分析至此,我们已经能够得出结论,电弧等离子体技术的适应性高于回转窑焚烧技术。为何总有人质疑适应性呢?可能是混淆了技术适应性与处理是否彻底、运行成本的区别。
第二,处理是否彻底,或者,按某些“专家”之言,电弧等离子体技术并非危废终极处理技术,回转窑焚烧技术、安全填埋、刚性填埋同样不是终极处理技术啊。回转窑焚烧技术理论上高温焚烧、过量氧气、烟气净化处理,能达到很好的减量减容降害效果。但作者观察的实际案例则不然,回转窑内混合、干燥、焚烧、热解、熔融同时存在,工况非常复杂,残渣热灼减率达到5%标准并不容易,甚至超过20%的情况也不少见;二燃室气流扰动不足,可燃气体与空气混合不充分,焚毁率很难达到99.9%的要求;一次进风过量10-20%,二次进风过量20-30%,烟气处理负荷很大,烟气的颗粒物含量很高,飞灰(危废类别HW18)的产生量甚至高达危废处理量的20%,更不用说大量的烟气洗涤废碱液需要处理。很显然,不仅理论上回转窑焚烧技术的危废处理彻底程度低于电弧等离子体技术,而且实际运行上,回转窑焚烧技术的处理效果也不如某些“专家”宣讲的那样彻底。
第三,作者看到很多“专家”表达过电弧等离子体技术运行成本高的观点,却很少看到具体的测算数据,估计大家也很想了解,电弧等离子体技术处理危废的运行成本高在哪里?高到什么水平?我们从三个角度尝试分析。
其一,等离子体火炬(一说阴极)更换成本。通常选用液冷直流脉冲等离子体火炬,功率75~300KW,引弧阴极与火炬同寿命,工作阴极通常选用铜合金材质,根据工作电流、炉内气氛、电弧强度和工作气流的不同,阴极寿命在300~800h范围(常规工况>600h),阴极消耗过大影响等离子体形态和电热效率,因此,炉内等离子体火炬需要定期更换工作阴极或者整个火炬(通常火炬冗余配置,以应对更换需要)。以每小时处理1吨危废核算,约600吨处置量更换三个阴极,备件及更换服务费用不超过3*6=18万元,每吨分担费用≤300元。对于当下3000-6000元的危废处置价格,降低毛利率0.5-1%。
其二,等离子体火炬的电费成本。等离子体火炬电热转换效率约70~80%,低于粉煤锅炉95%的热转换效率,也低于柴油喷枪的90%的热效率,是否据此可以认定离子体火炬消耗的电费非常高昂?以150KW×3的等离子体火炬热解炉(功率影响处理效率,不影响处理效果),处理1吨危废电能消耗450度,每吨分担电费≤360元。以1吨危废产生0.2吨的可燃气体,热值约2600KWh,假设燃气轮机的发电效率40%,发电量1040度,则电力富裕590度(相当于节约电费472元),可以补充烟气处理及其他辅助工艺的用电需求。此处,可能会有“专家”质疑:没有那么多的可燃气体怎么办?不能上燃气轮机怎么办?继续上数据。回转窑焚烧技术的设计危废进料热值要求3000~3500Kcal/Kg,相当于热值3480~4068KWh/吨,是前面案例的假设热值的1.34~1.56倍,也就是说,如果采用等离子体技术处理回转窑焚烧技术的危废,能够产生足够多的可燃气体。至于上不上燃气轮机,根据物质守恒、能量守恒定律,可燃气体及其能量既不会减少也不会消失,能量回收利用方案综合权衡,未必非燃气轮机不可,二燃室、燃气锅炉,或者直接销售,皆可考虑。
其三,飞灰、残渣、烟气处理成本。这部分成本是回转窑焚烧危废的处置成本的大头,占比30-60%。等离子体技术产生的飞灰量相当于回转窑焚烧技术的10~20%,可以适当掺入危废进料中循环处理;玻璃体残渣属于一般固废,作为建筑材料的原料,大幅减少填埋费用;可燃气体和烟气处理负荷相当于回转窑焚烧技术的10~20%,处理成本相比回转窑焚烧技术降低40~60%。
从等离子体火炬更换成本、电量消耗和飞灰残渣烟气处理三方面的比较分析,同等规模、相似类别危废无害化处理,等离子体处理技术的直接成本并不比回转窑焚烧技术高,由于飞灰、残渣和烟气处理成本的节约,很可能直接成本更低。当然,这是假设两种技术全部规范运营、达标排放的情况,而不是当下真假虚实不清不楚的数据对比。
三、等离子体技术的突出优势
作者看到业内对等离子体技术的担忧比较多,但对等离子体技术的优势却语焉不详。其实,等离子体技术处理危废至少在三方面具有突出的优越性:自催化高温极速热解反应、工艺过程和参数高可控性、烟气处理负荷大幅度降低。
首先,我们从原理上分析等离子体技术优越性的基础。自催化高温极速热解反应,顾名思义,可总结出四个关键词来反映等离子体技术处理危废的原理。
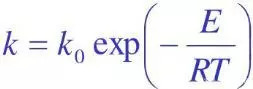
关键词一,自催化。电弧等离子体本身富有大量高能高活性的自由基、电子、电离基团,对于有机物分解反应具有很强的催化作用,这种催化作用相对于单纯的高温热解反应,加速反应数十倍至数百倍,而且大幅度降低热解反应的自由能,使得危险废物中的有机物成分在进入等离子体氛围的瞬间即可发生高速热解反应。
关键词二,高温。工作区温度在1200~1500℃范围,电弧等离子体核心温度高达7000℃以上,相对于危废中的有毒难降解的有机物成分彻底分解所需的温度(一般危废1100℃,PCBs等危废1200℃),高出100~400℃。高温可以数十倍加速热解反应,以及增强热解的彻底性。
反应速度常数
关键词三,极速。采用热解炉的等离子体处理技术,混匀的危废物料匀速进入,与高温热解可燃气体充分换热干燥,等离子体高温反应区发生剧烈热解反应,极短的时间内物料的有机物成分分解为CH4、H2、CO、HCl、H2S、HF等,而无机成分进入熔融槽内形成玻璃化熔渣(微量汞、锌、铅、铜、镉、铬、砷等易蒸发重金属元素被可燃气体带走,难蒸发重金属元素融入玻璃体熔渣中。),不存在翻匀、搅拌、湍流等工艺,因此,热解反应时间非常短,反应非常彻底。
关键词四,热解。具体指有机物的热分解,值得说明的是,相对回转窑焚烧技术的过量氧气参与的焚烧分解和热分解共存的复杂反应过程,等离子体处理技术的热分解反应简单、直接、彻底,当然,工艺过程更容易控制。作者要补充一点,虽然推荐还原性气体或惰性气体,但等离子体可以输入氧气或空气等氧化气氛,同样会形成焚烧分解和热分解共存的情形,由于自催化和高温的共同作用,分解反应更快更彻底,工艺控制也比回转窑焚烧技术容易的多。
其次,我们从工艺设计和工艺控制的角度分析等离子体技术的优越性。
一方面,从技术原理很容易发现,热解反应器以及熔渣槽的设计相对简单清晰,基本上全部设计参数都可以计算出精确的数值,相比回转窑的经验值和模糊性,更可靠更可控。
另一方面,因为设计的精确性和热解反应的极速、彻底性,工艺参数变动范围大大缩小,控制难度大大降低。而且,等离子体技术全电输入、控制,相比机械控制的精确性、可靠性以及可用性要改善很多。
在此需要重点提醒一点,工艺控制的优越性需要危废物料的恰当预处理和精确的配伍,如果保证不了预处理和配伍,妄谈优越性或者局限性是不负责任的。
第三,我们从烟气处理负荷的角度分析等离子体技术的优越性。前面在成本分析部分,已经简要分析过烟气处理负荷低的特点。这里重点从技术的角度,讨论烟气处理低负荷的原理。
其一,由于自催化和高温的极速彻底反应,热解产物分布很窄,形成二恶英等复杂产物的概率极低(危废物料自带的高毒性难降解复杂有机物已经分解掉了),硫、氯、氟、溴等元素直接形成简单的无机酸性还原态气体(H2S、HCl、HF、HBr等相对处理难度小,而处理效果好),形成有机产物的概率低。总而言之,烟气中的特征污染物含量相对回转窑焚烧技术低1~2个数量级。
其二,热解炉内不需要过量的空气,气流速度低得多,几乎全部无机物熔融,颗粒物产生量相对回转窑焚烧技术低1~2个数量级。
其三,高温可燃气体与危废物料换热的过程非常短暂,主要带走物料的水分和部分VOC,进入余热吸收和气体净化工艺段,多余热能、水分、颗粒物和酸性无机气体被吸收过滤,成为优质的可燃气体(少量成分复杂的VOC可以通过深度处理降地含量),后续燃烧做功以及烟气处理过程与天然气基本相同。
其四,热解过程和烟气处理过程都不需要过量空气,可燃气体和烟气的总量要比回转窑焚烧技术少80~90%。可能有“专家”坚持不用热解炉,而采用其他炉型,原理都是相同的,不过是进料和换热方式有区别而已,只要密封达到设计要求,等离子体处理技术的烟气处理负荷低的优势是非常显著的。
这里没有把熔融玻璃体出渣作为一项突出优势,是出于国标未出、质疑算是有理有据。但稍微展开一点,熔融出渣的玻璃体相对于回转窑焚烧技术的残渣(颗粒状)减容可达50%(原理:玻璃体渣的密度2点多,而焚烧残渣的密度只有1点多。),浸出毒性远低于国家标准。至于一些“专家”诟病的玻璃化比例,作者认为配伍阶段决定了玻璃化的比例(熔渣辅料需要配伍测算,与危废物料匀化后进料),如果因为配伍做不好,而把责任推到等离子体技术身上,是有失公允的。
综上,作者认为,等离子体技术处理危险废物的优势是非常突出的,业界对等离子体技术的担忧经不起认真推敲和论证,《技术导则》把电弧等离子体技术作为处理危废的非焚烧技术,是经得起检验和验证的。
四、等离子体技术与集中处置原则的匹配
《固体废物污染防治法》1995年发布,即确定了危险废物集中处理的原则,这并非我国独有独创。1989年的《控制危险废物跨境转移的巴塞尔公约》声明各会员国应危险废物统一管理,美欧日等发达国家在确定危险废物污染控制的初期,明确集中处理原则。其中的原因比较复杂,作者尝试分析如下。
第一层需要理解的,危险废物对环境、生态和健康的危害具有长期性、潜在性和不可逆性。如多氯联苯类废物、二恶英类废物、有机汞有机锡类废物、铅汞镉铬砷等重金属,一旦造成污染和健康损害,代价巨大甚至难以承受,恢复到原状的几率接近于零。
第二层需要理解的,危险废物来源的广泛性、渗透性和变动性。总体上,70~80%的危险废物来源于工业,包括生产环节、销售环节、污染治理环节,如废酸、废碱、废乳化液、精馏残渣等;10~15%来源于市政和消费环节,如集中回收的废药品废含汞光源、生活垃圾焚烧残渣、实验室废液、机动车维修的废铅酸电池废矿物油等;5~10%来源于农林牧渔行业的残废农药、废弃药品疫苗以及包装物;另外还有1%左右的环境突发事故来源的危险废物。可以说,工业社会的各行各业都持续产生着危险废物,而且,随着人类对化学合成物质认识的加深,越来越多的废弃物逐渐进入危险废物监管的名单,如如火如荼的废旧动力锂电池列入危险废物名录的呼声就越来越高。
第三层需要理解的,危险废物的有毒有害成分复杂,危害特性不易鉴别。虽然《国家危险废物名录》经过三次修订,已经尽可能的按照行业、工艺、有害成分等分类索引危险废物,但46大类、479个危废代码根本不足以涵盖所有的危险废物,更不用说工艺差异、成分差异给危害特性鉴别造成的困扰了。
综上分析,非集中监管无以控制危险废物的无序转移和非法扩散,非集中处置无以保证危险废物污染防治效果。理解了集中处置的必要性,理解集中处置的优势相对就简单了。
监管优势。集中处置极大的降低了环保监管的难度和工作量,盯住处置环节,基本保证了大多数中小企业的危险废物污染防治合规合法。
配伍优势。通过合理混合热值、氯含量、硫含量、酸碱度等不同的危险废物,达到危废进料均匀、稳定,保证危废处置工艺运行在最佳区间。相比单一种类、来源的危废,配伍处理极大的降低处理成本和难度,保证了运行稳定和低排放水平。
规模优势。危险废物处理装置的建设和运行成本,对于绝大多数的中小产废企业而言,是难以承受的。集中处置的规模效应大大降低了危废处置场的建设投资风险和运行成本,较好的化解了中小企业的危险废物处置难题。
结合前面关于等离子体处理技术的分析,等离子体处理危废装置的工艺参数、运行状态、处置效果全部是电信号,非常方便集中监控和公示,与集中处置原则的匹配程度相比回转窑焚烧装置(进风量、高温段的氧含量等很难在线精确测量),更好一些。
五、等离子体技术与现行管理制度的匹配
现行危险废物管理制度集中体现为源头分类、转移联单和经营许可三项制度,包括一部法律《固体废物污染环境防治法》、一项法规《危险废物经营许可证管理办法》和两项部门规章《危险废物转移联单管理办法》、《国家危险废物名录》。
源头分类。《国家危险废物名录》确保危险废物从产生到处置的全过程是分类细致、全程跟踪的,与某些“专家”将危废处置和生活垃圾焚烧混为一谈的情形,恰恰相反。而且,我国是在完全继承《巴塞尔公约》分类规则的基础上,结合国内的实际情况,进行了三次合理的制修订。源头分类有助于等离子体技术处理危废的预处理和准确配伍。
转移联单。《危险废物转移联单管理办法》保证危险废物从产生单位到处置企业的全部转移过程依法记录、交接、存档备查。有助于等离子体技术处理危废的生产调度和经营统计。
经营许可。《危险废物经营许可证管理办法》对于各种不同技术路线的处置设施一视同仁,相对而言,等离子体技术的处置设施更加紧凑,自动化水平更高,排放强度和排放总量相对更低,危险废物减量减容效果更好,取得经营许可更有利于区域危险废物集中处置水平和污染防治水平。
相对于回转窑焚烧技术,等离子体技术与现行危险废物管理制度的匹配程度没有瑕疵,随着等离子体技术和装备的模块化、标准化,匹配程度会更好。
六、等离子体技术对危废处置行业发展的挑战与期待
回转窑焚烧技术从上世纪90年代开始在国内推广,环保部、国内装备制造行业、设计院所、工程施工行业以及危废处理行业持续不断地努力,直到2016年环保部下放危险废物经营许可权限,达成了今天高度一致的认可。相比之下,等离子体处理危废技术进入环保部门、研究机构和装备制造行业的视野,不过十几年,始终没有推出较大规模的产业化示范。加之,业内业外的“专家”在各种场合表达的各种模棱两可的“担忧”,使得等离子体处理技术没有得到行业清晰的认识和足够的重视。另外,设计院所和装备制造行业在等离子体处理技术方面的经验积累也少得可怜。
作者认为发展历史短、混乱宣传多和行业经验少是等离子体处理技术的三大挑战。应对挑战不仅需要时间、政策和项目支持,更重要的是,危废处理行业及潜在投资者需要看到,回转窑焚烧技术一统危废热处理江湖的地位并不美好,“一支独放多寂寞,万紫千红方是春”,等离子体技术作为竞争对手,督促回转窑技术打破固步自封追求更严格的运营要求和排放标准——危废处理行业需要支持和拥抱等离子体处理技术。可喜的是,国内近几年从南到北,多家具有前瞻眼光的环保企业在危废处理新扩建项目采用了等离子体技术,这些项目积累必要的建设和运营经验之后,必将带动更多的企业和区域选择等离子体危废处理技术。
作者期待等离子体技术部分替代回转窑焚烧技术,毕竟国家大力推广电动车取代燃油车的战略正在砥砺前行,作为环保节能先锋的危废处理行业,没理由放弃等离子体技术这种全电操作运行的危废处理技术。
作者期待等离子体技术成为回转窑焚烧技术的强大替补,准备替代现有运行不良的回转窑焚烧系统,在控制危险废物污染风险和减少污染排放方面大放异彩!

 京公网安备 11010502035906号
京公网安备 11010502035906号





