摘 要
本文主要针对机械加工企业乳化液废水处理技术的试验展开了研究,通过结合具体的试验实例,对试验部分作了详细的介绍说明,并对试验所得的结果作了阐述和系统的分析,以期能为有关方面的需要提供参考借鉴。
乳化液废水作为日常生产、制造、加工等过程产生的常见废水,处理难度较大,若处理不善将乳化液废水直接排放,将会对水环境造成严重的危害。因此,我们必须要重视对乳化液废水的处理,并需要学习及采取有效的技术做好相应的工作。基于此,本文就机械加工企业乳化液废水处理技术的试验进行了探讨,相信对有关方面的需要能有一定的帮助。
1 试验部分
1.1 材料来源及水质
以某机械加工过程产生的废乳化液为研究对象,废水呈灰黑色,pH值7.4~8.2,石油类含量:5350~7520mg˙L-1,CODCr:136100~144600mg˙L-1,浊度:2300~2500NTU。
1.2 试验仪器及药品
试验与分析仪器:JB-3定时恒温磁力搅拌器,PHS-3C型数字PH计,COD-571-1型消解装置,COD-571型化学需氧量测定仪,OIL400红外分光测油仪,WGZ-2000浊度仪及其它器具。试验与分析药剂:聚铁、PAC、PAM、FeSO4˙7H2O、NaOH等为工业级,30%H2O2、CaCl2、H2SO4等试剂为分析纯及以上等级。
1.3 试验工艺流程
试验工艺流程依托危险废物处理中心实际废水处理工程开展试验研究,试验工艺流程,见图1。
图1 试验工艺流程图
2 结果与讨论
2.1 隔油效果
重力分离法是利用废水中油脂与水之间相对密度的差异而进行分离的方法,将废水中不溶解的可浮油(包括油膜、油滴)与水分离而达到净化水质的目的。
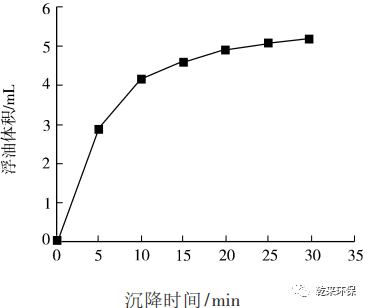
为了考察沉降时间对沉降效果的影响,试验采用了直观测量法,即选用刻度量筒对不同时间段上浮的浮油层体积进行粗略测量,从而确定除去废乳化液中浮油的最佳沉降时间如图2。由图2可知,废乳化液中浮油等其它悬浮物在沉降20min时已去除大部分,而超过20min去除效果都不太显著。
图2 沉降时间对浮油层厚度的影响
2.2 破乳效果
2.2.1 破乳剂的确定
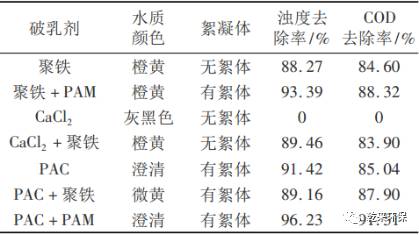
选用传统化学破乳剂聚铁、PAC、PAM、CaCl2、H2SO4等将其单独或组合投加使用,考察不同破乳剂及其组合对破乳效果的影响,破乳效果见表1。
表1 不同药剂及其组合破乳效果
从上述试验中可以看出,采用凝聚法、复合法具有较好的破乳效果,破乳后CODCr去除率达80%以上,浊度去除率达70%以上,显著地改善了废水水质,其中PAC+PAM的组合可获得最佳效果。
2.2.2 pH值对破乳效果的影响
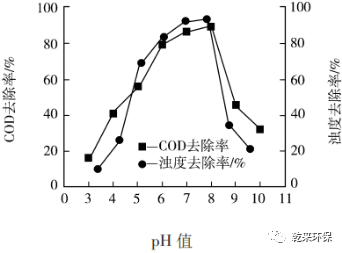
取隔油废水,调节pH值,投加PAC5g˙L-1,快速搅拌1min,再投加0.1‰PAM助凝剂10mL˙L-1,慢速搅拌30s,静置20min,废水浊度、CODCr随pH的变化曲线如图3。试验表明:pH值的调整对废水浊度、CODCr去除率有显著影响;在pH值8时,废水CODCr去除率、浊度去除率均达到最高分别为89.32%、94.39%。
2.2.3 PAC投加量对破乳效果的影响
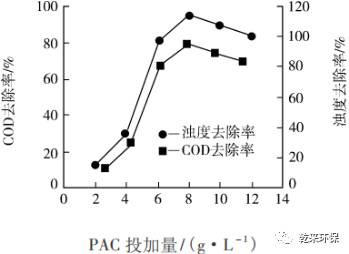
取隔油废水,固定pH值8,改变PAC投加量,其他条件同上,废水浊度、CODCr去除率与PAC投加量的关系如图4。试验表明:在PAC投加量小于8g˙L-1前,废水的颜色从灰黑色变为乳白色,则絮凝不充分,絮凝剂投加量明显不足;随絮凝剂投加量的增加,当PAC投加量为8g˙L-1时,产生的絮凝体尺寸变小,上浮性变差,废水浊度急速降低,浊度去除率达95.29%,乳化液的絮凝程度达到最佳效果,此时COD去除率为91.34%;PAC投加量大于8g˙L-1时,水样浊度增大,由于PAC的增加量不能与废水中更多的颗粒物或悬浮物形成稳定的胶体颗粒,破坏了胶体颗粒之间的电荷平衡,使胶体颗粒间不能够聚集沉降,导致废水浊度增大.
图3 pH值对破乳效果的影响
图4 PAC投加量对破乳效果的影响
2.2.4 PAM投加量对破乳效果的影响
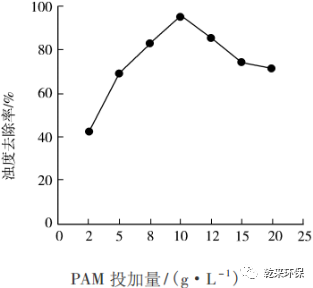
水样浊度随PAM投加量的变化曲线如图5。从图5可知:随PAM投加量的增加,废水中亲油性的絮状物随之增多,吸附微小的油滴和胶体颗粒,使水中悬浮颗粒及溶解的胶体颗粒逐渐减少;当PAM投加量大于10mL˙L-1时,溶液中阳离子含量增加,胶粒间斥力逐渐增大,破坏了原有胶体的稳定性,废水浊度重新升高。
图5 PAM投加量对破乳效果的影响
2.3 Fenton氧化效果
Fenton试剂依靠H2O2分解的具有强氧化性的˙OH将大分子或难降解的有机物氧化成易降解的小分子有机物,但受到pH、Fe2+、H2O2及反应时间等因素的共同影响。
2.3.1 初始pH对CODCr去除率的影响
取破乳后澄清废水,在H2O2投加量10mL˙L-1,[H2O2]/[Fe2+]=31,t=30min的条件下进行Fenton氧化试验,研究初始pH对COD去除的影响。Fenton氧化后,调节水样pH至7左右,投加PAC混凝剂0.3g˙L-1,搅拌,静置30min,取上清液测定COD。试验表明pH从1升至3.5左右时,COD去除率呈直线上升,初始pH值为3.5时,COD去除效果最佳,这与Fenton试剂的经典理论相吻合。pH值偏高或偏低对去除COD都不利。pH值偏高时,Fe2+易形成Fe(OH)*、胶体或Fe2O3无定形沉淀,导致反应体系的催化和光化学活性下降或消失,不利于˙OH的产生。反之,pH值过低时,H+与˙OH结合成H2O,亦不利于˙OH的产生及体系的进行。
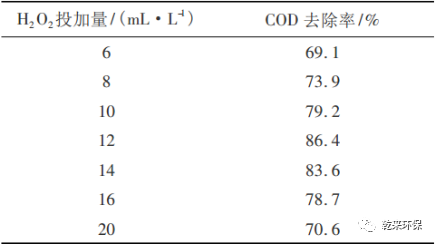
2.3.2 H2O2投加量对COD去除率的影响
H2O2投加量对COD去除率的影响见表2。从表2得出,随着H2O2投加量不断增加,COD的去除率先增加后减少。当H2O2投加量为12mL˙L-1时,COD去除率为86.4%。当H2O2投加量大于12mL˙L-1时,COD去除率不增反减,可能是由于在Fe2+投加量一定的条件下,过量投加的H2O2与Fe2+发生副反应将Fe2+氧化成Fe3+,使Fe2+失去了催化功能而导致了˙OH产生量的减少,进而影响Fenton反应的发生,导致COD去除率呈下降趋势。
表2 H2O2投加量对COD去除率的影响
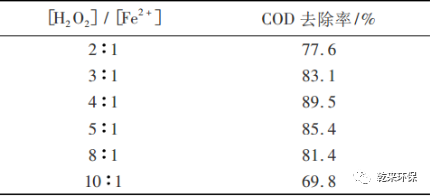
2.3.3 [H2O2]/[Fe2+]对COD去除率的影响
[H2O2]/[Fe2+]比对COD去除率的影响见表3。从表3得出,当[H2O2]/[Fe2+]从101降至41,Fe2+投加量不断增加,COD去除率逐步提高,在[H2O2]/[Fe2+]=41时,COD去除率最高。当H2O2]/[Fe2+]<41时,COD去除率逐渐减低。
表3 [H2O2]/[Fe2+]对COD去除率的影响
2.3.4 反应时间对COD去除率的影响
反应时间是有效控制废水处理过程管理成本及能耗成本的关键因素,提高废水处理能力。试验表明随着反应时间的延长,COD去除率逐渐升高,当反应时间为45min左右时,去除率最高。
2.4混 凝沉降效果
2.4.1 pH对混凝沉降效果的影响
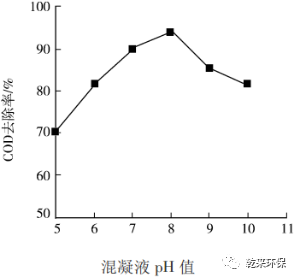
取最佳条件下,初始pH值3.5、H2O2投加量为12mL˙L-1、[H2O2]/[Fe2+]=4、反应时间45min,Fenton氧化后的废水,调节pH值,投加PAC混凝剂0.5g˙L-1,慢速搅拌5min,静置30min后,取上清液测定COD,见图6。混凝液pH在8时,COD去除率最高,符合PAC使用的最佳pH适用范围。
图6 混凝液pH值对COD去除率的影响
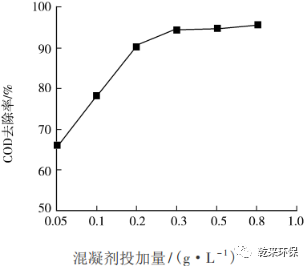
2.4.2 混凝剂投加量对混凝效果的影响
调控Fenton氧化后废水pH值至8,混凝剂投加量与混凝效果的关系见图7。混凝剂投加量为0.3g˙L-1时,混凝沉降效果最佳,COD去除率最高。PAC投加量过低时,不能获得较好的混凝沉降效果,过高时,水样中发生再稳现象,不但延长了废水的混凝沉降时间,同时使药剂药剂、能耗等成本增加。
图7 混凝剂投加量对COD去除率的影响
2.5 处理后水质质量
采用隔油-破乳-Fenton氧化-混凝联合工艺处理乳化液废水,出水COD为135mg˙L-1,浊度为26NTU,油含量为1.8mg˙L-1,水质质量达到《污水综合排放标准》(GB8978-1996)二级标准。
3 结论
综上所述,乳化液废水作为较为有处理难度的常见废水之一,为了保障水资源环境免受污染,我们就需要重视并采取有效的技术对乳化液废水进行处理,以减轻乳化液废水的污染,从而为水资源环境起到优秀的保护作用。

 京公网安备 11010502035906号
京公网安备 11010502035906号





