根据环保部的数据统计,我国每年未加利用的工业固体废物的量就有十几亿吨,危险废物每年有上千万吨,全国每年城市生活垃圾清运量近两亿吨,其中填埋量仍占很大比例。在经济和城市建设发展中对废物的有效利用和无害化处置已成为工业发展和城镇化进程中需要认真对待和解决的问题。
能利用水泥窑协同处置的废物种类繁多,性能各异,要使水泥窑能够很好适应这些不同的要求,又能够切实消除有害物,应该对烧成系统进行有效地整合,使处置废物的系统简捷,投资不宜太高,对水泥生产影响尽可能小,能耗尽可能低。应采取何种技术路线及适合推广应用的方法,能否将废物尽量做到无害化处置,同时不要造成二次污染,有效消除异味扩散对周边环境的影响,也都是课题研究需要解决的问题。本课题围绕焚烧过程及装置、预处理过程及装置和异味处置方案三个主要方面进行了调研、试验及研究,通过多项研发创新,形成了集成化处置的技术路线。
水泥窑烧成系统整合满足集成化焚烧要求
1.1 焚烧炉的技术性能指标
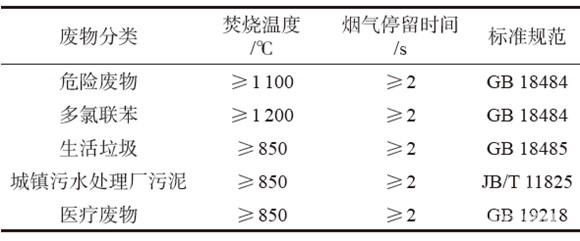
由于不同品种的废物成分及特性各异,在焚烧过程中要尽量促使有害物质分解或消除,其焚烧条件也有所差异。焚烧炉的主要技术性能指标要求见表1。
表1 焚烧炉的主要技术性能指标
1.2 焚烧方式
焚烧过程与水泥窑烧成系统关联密切的主要是在分解炉和窑头,根据焚烧的条件要满足集成化焚烧要求仅靠分解炉是很有限的,如果全部从窑头焚烧也有一定难度及合理性问题,因此增加预燃炉装置是有必要的。但对现有的水泥窑装备不能做过度的修改和变动,也不能对水泥窑正常生产构成太大的影响,同时还要满足不同焚烧条件的要求,因此,预燃炉的形式和构造以及与水泥生产系统的衔接方式是很重要的。
预燃炉作为多品种、多相态废物的焚烧装置需要满足不同的焚烧条件,其工艺参数应该能控制可调,针对不同废物的特点,焚烧系统要对处置废物化学及物理性能适应性强,系统的操作和调控措施简便易行,在实际生产中能够灵活掌控;焚烧装置系统不能太复杂,便于现有生产系统改造,系统自身能耗要低,减少额外热损失及外循环电耗;焚烧废物时尽量减少影响水泥熟料正常生产,要调控好焚烧后的灰渣及废气与水泥煅烧系统的衔接;从分解炉和窑头两个焚烧点而言,预燃炉更适合设置在窑尾,可以处置替代原料和替代燃料,与现有生产装备分解炉衔接满足焚烧条件是可行的,同时窑头燃烧器可以处置替代燃料,根据废物的情况也可将窑尾烟室作为某些废物的入料点。
1.2.1 窑尾设置预燃炉
预燃炉的设计需要满足的技术条件:
1)焚烧温度:焚烧温度是指废物焚烧所能达到的最高温度。焚烧温度在炉内分布是不均衡的,一般废物表层靠近燃烧火焰区域内温度最高,按照焚烧炉的主要性能指标,炉内温度应为800~1 250 ℃可控。大多数有机物的焚烧温度在800~1 000 ℃之间,危险废物是在1 100 ℃,多氯联苯是1 200 ℃,脱臭处理采用800~950 ℃焚烧温度可取得良好效果,含氯化物的废物焚烧温度应在800~850 ℃以上,含氰化物废物焚烧温度达850~900 ℃时,氰化物几乎全分解。焚烧温度的控制可根据所处置的废物自身热值的多少补充燃料,使焚烧温度达到分解有害物的要求,升降温度可通过增减燃料、调节入预燃炉三次风量或抽取调节除臭的冷风量进行控制,也可以考虑加入少量冷生料进行调节。
2)停留时间:停留时间包括焚烧物停留时间和烟气停留时间。焚烧物的停留时间是指从废物进炉开始到焚烧后的残渣从炉中排出所需的时间;烟气停留时间是指从废物焚烧产生烟气到烟气排出焚烧炉所需的时间。停留时间需根据所处置废物的不同性质决定,实际操作中,焚烧物在炉中的停留时间应大于理论上干燥、热分解、燃烧所需的总时间,焚烧烟气的停留时间应保证烟气中气态可燃物完全燃烧。停留时间的长短直接影响焚烧的完善程度,停留时间也是反映炉体容积尺寸的重要依据。废物进入炉内的形态及粒度对焚烧所需时间影响甚大,所以炉体形式及构造应该满足不同废物的停留时间需求。当其他条件保持不变时,停留时间越长,焚烧效果越好,但停留时间过长会使炉子的处置能力降低,同时增加热耗,但停留时间过短也会使有害物分解不完全,所以停留时间可控是很重要的。一般烟气停留时间≥2 s,废气除去恶臭的停留时间一般1 s以下。焚烧物的停留时间因物质性质不同和炉内分散状态不同相对更复杂,在预燃炉中的停留时间应可人工控制或自动控制,上限值可设定,保证焚烧物能够有足够时间分解燃烧。
3)过剩空气:炉内燃烧过程应保持一定的过剩空气,过剩空气对废物燃烧状况有很大影响,过剩空气也是保证焚烧过程中有机物完全燃烧的必要条件。此外一氧化碳与二恶英的生成也有一定的相关性,适当的空气过剩系数可保证焚烧更加充分。但引入冷风过多会降低焚烧温度,因此需要引入部分三次风入炉,三次风的进入量可调节控制,保证供氧充足,同时热空气量的灵活调控也能起到调节炉温稳定的作用。冷风一般通过燃烧器或漏风带入,对废物进行除臭所抽取的气体也可以进入炉中,但此气体量不宜太大,一般是就近的输送设备下料点为防止异味外逸,保持一定负压所设置的抽风点抽取的少量气体入炉。
4)混合均匀:均匀的焚烧可促进反应更彻底,炉体形状的设计应使气流形成一定的湍流状态,焚烧物也应改变单一的堆积状态,更有利于焚烧的废物与助燃空气充分接触,燃烧气体与助燃空气充分混合,需加强气流扰动和料流的翻动或流动,以实现不同物性、不同相态多种废物的均衡混合燃烧。由于湍流状态会使炉体阻力损失增加,因此,炉型设计需要把握好这种平衡。
5)系统简捷:预燃炉在水泥烧成系统的位置设置主要考虑将分解炉作为衔接点,焚烧后的灰渣及燃烧后的气体均入分解炉,节省了灰渣外排的热损失及外循环电耗,预燃炉在窑尾框架内就可以布置,对现有生产线的改造也很方便,灰渣的成分应有预先的检测和统计,在生产过程中只要加强管理和控制,就能够保证正常生产,且不会对熟料质量产生不利影响。
预燃炉所需要的主要技术条件实际上是相辅相成、互相影响的,一般呈堆积状态的废物表层与底层的温度是有差异的,表层处于燃烧火焰区域内和区域外的温度也是有差异的,焚烧温度的不均衡需要增加停留时间来弥补,同时也会增加热耗,冷、热风的调节除影响焚烧温度,也影响过剩空气及气流混合状态。因此,废物在炉内不能始终呈堆积状态,由于废物密度、粒度的差异和限制,要始终保持悬浮状态也是有难度的,焚烧物的停留时间怎么进行调节和控制就需要在炉型设计上认真考虑。课题研究设计了两种炉型,一种是推杆式,另一种是导流式,两种炉型都可以实现焚烧物在高温状态下的堆积、翻动、流动交替,对焚烧物起到了炉内均化作用,促进了焚烧条件的稳定和均衡。根据现场情况及空间布置可以选择不同的炉型。
1.2.2 窑头焚烧
废物在窑头焚烧,其焚烧温度更高,烟气停留时间更长,对有害物质的分解更加有利,应该将废物连续均衡地送入窑内焚烧是较为合理的,能通过燃烧器将废物喷射入窑更为简便有效,但采用喷射的方法对废物的物理性能适应性如何需要进行验证,特别是针对粒度较大、水分较高的固态废物采用喷射方法入窑是否可行,采取哪些技术措施保证可靠运行是课题研究的重点。从窑头加入的固态替代燃料一般都加工成干燥粉粒状物,用喷射的方法也很容易实现,但对于像生活垃圾这样的废物要加工成干燥粉粒状会消耗更多的能耗并增加处置成本,从经济方面是不合适的。因生活垃圾成分复杂,其组成物的物性差异很大,经取样分析,未经烘干的物料水分可达到35%~40%,而且随天气及季节变化,其水分还有可能增加。粒度受破碎设备的限制,排料粒度只能控制到≤30 mm,如果此性能的物料能够顺利喷入窑内,则相对干燥、均质的物料就更容易实现,所以采用未经烘干的生活垃圾作为窑头焚烧物更具有实际意义。
课题研究采取的主要技术措施:
1)抽取从窑头余热发电系统排出已经废弃不用的80~100 ℃低温废气作为喷射气体可以削弱水分的黏附作用,同时还可以回收一部分已经废弃的热能,这种废气因温度太低,已经无法再用于烘干作业,但缓解含水废物在管道内的黏附作用还是有一定效果的。
2)采用分隔混合喷射装置,控制料流与通过气流匀速混合,气流对管壁的冲刷可以削弱废物与管壁的黏附作用,使物料与气流搅动混合,进一步阻止物料与管壁黏附,使其能顺利喷入窑内。
3)在喷射过程中,计量装置根据气体流量控制废物的给入量,起到稳定流量的作用,可以调节固气比,进一步适应水分波动变化而消除带来的黏附效应,保证固气混合效果,使物料在管内不发生堵塞。
通过以上水泥窑烧成系统的整合基本可以适应不同性能及焚烧条件的废物焚烧处置的要求,并且没有对原水泥生产系统进行过大的修改和变动,在焚烧这个环节上实现了以简捷的系统完成集成化处置废物的目标。
预处理系统
用水泥窑进行废物焚烧相对于其他专用焚烧厂而言,有其特殊之处,对废物的预处理也不完全相同。对于大多数的废物,除非特殊需要外,可以考虑不增设烘干系统,一方面水泥厂的废气用于余热发电后已经没有多余的废热作为烘干热源,另一方面预燃炉对废物的物理状态有较强的适应性,固态、液态、膏状体都可以直接入预燃炉焚烧,此外,增加烘干系统会增加投资及额外能耗,还有可能产生二次污染,特别对于预处理系统与水泥厂异地设置的情况更应该考虑其合理性。
在废物中有被水泥生产视为有害元素的成分,当有害成分影响到正常生产或环保指标不能保证达标时,将面临两种选择,一是将废物的处置量控制在一定范围内时,有害成分也能相对得到控制,只要未超过水泥生产要求的限制,也不超出环保标准和产品标准规定的指标时,就不一定要采取预处理去除,但处置能力会降低;二是增加预处理系统,将有害成分去除,这样会使预处理系统比较复杂,但处置能力可以提高,缺点是投资及运行成本增加,还有可能形成二次污染。当然这种选择需要根据工厂自身的承受能力、管理水平、补贴状况等实际情况进行平衡,应从经济性和环保方面多考虑,往往这种情况是经济和环保方面的问题,比技术方面的问题影响更大,实践中不必将一种方法作为普遍适用的模式进行推广,而要从项目和企业的实际情况考虑进行取舍。
对于生活垃圾这样的废物,构成复杂,物性差异大,分选的难度也较大,如果从窑尾预燃炉加入,重点是粒度控制,分选也是为了便于破碎,相对而言预处理系统并不复杂;但如果要利用窑头焚烧,其可燃物与不可燃物的分选就是必要的,窑头处置可燃物替代燃料,窑尾预燃炉处置不可燃物替代原料,其分选系统也相对更复杂。对于标准规定的某些可回收物质,应该有可靠、稳定、合法的回收物接受途径,如果没有,还不如不分选。
对于生活垃圾的预处理系统可以紧靠垃圾填埋场建设,一方面可以利用一些垃圾填埋场的设施节省投资费用,另一方面可以减少对水泥厂环境的影响,还可以对填埋场的陈化垃圾进行处理,进一步增加填埋场的使用寿命。
异味处理
在处置废物过程中都会遇到有异味散发的问题,有异味的物质按化学组成进行分类有含硫的化合物,如硫化氢、二氧化硫、硫醇、硫醚类等;有含氮的化合物,如胺、氨、酸胺、吲哚类等;还有卤素及衍生物,如卤代烃等;以及氧的有机物,如醇、酚、醛、酮、酸、酯等;还有烃类,如烷、烯、炔烃以及芳香烃等。这些物质中多数都为有机物,一般其挥发性都比较强,所以容易在空气中扩散,从而造成空气的污染。
治理及消除异味气体的常用方法主要有物理法、化学法和生物法。物理法是不改变产生异味物质的化学性质,只是用一种物质将其异味掩蔽和稀释,或者将产生异味的物质由气相转移至液相或固相。化学法是使用另外一种物质与产生异味的物质进行化学反应,改变其物质的化学结构,使之转变为无异味物质或异味较低的物质。生物法是指利用微生物的代谢活动降解产生异味的物质,使之氧化为最终产物,从而达到无臭化、无害化的目的。如果除臭要求较高或者被处理的异味气体难以用单一方法去除以满足要求时,可采用几种方法组合的联合除臭方法。
解决异味扩散的方法分为几个方面:
1)密闭隔离
主要是在废物储存、装卸和输送过程中采用,此过程主要有汽车运输的装卸和生产过程的输送,汽车装卸过程都严格控制在室内进行,装卸过程进行时可将厂房大门关闭,大门同时设气帘密封,厂房内分段设抽风口,抽取的气体进入除臭系统。车辆停靠的厂房与储存废物的厂房再设置隔离墙,使驾车人员操作减少受异味影响,当废物完全卸入储存仓时,储存仓可关闭,与厂房形成双层隔离。还有废物在生产过程中的输送,其密闭主要是两种方式,膏状物采用管道输送,管道本身就处于密闭状态;固态散状物采用管状带式输送机输送,输送过程也处于全密闭状态,在输送机尾部进料点和头部卸料点处,管状带式输送机必须张开,此处设密闭罩,密封罩设抽风口形成一定负压,抽取气体可进入焚烧系统或进入除臭系统。
2)光催化氧化
主体的除臭系统采用二氧化钛光催化氧化法,光催化氧化技术直接用空气中O2作氧化剂,在常温常压下反应,对几乎所有污染物均具有净化能力。常见的光催化剂多为金属氧化物或硫化物,如TiO2、ZnO、ZnS、CdS 及PbS等。但由于光腐蚀和化学腐蚀的原因,实用性较好的有TiO2 和ZnO,其中TiO2 使用最为广泛。TiO2的综合性能最好,其光催化活性高,化学性质稳定、氧化还原性强、抗光阴极腐蚀性强、难溶、无毒且成本低,是研究及应用中使用最广泛的单一化合物光催化剂,主要在预处理车间和储存装卸厂房使用。
3)植物液喷淋
通过喷洒设备将植物液除臭剂喷洒到废物上,植物液除臭剂通过分子间非极性相互作用与臭气分子发生非共价结合,从而大大稳定该类分子,降低其活性与刺激性,同时由于这种结合后密度的增加,通过沉降作用处置。此过程既不同于化学反应过程生成第三种物质,也不同于物理法的掩蔽作用,不会造成二次污染,可彻底去除臭味。主要在容易泄露或敞开的部位使用。
4)燃烧法
燃烧法的实质是高温氧化,将臭味物质氧化为无臭无害的二氧化碳和水等,一般在水泥厂都是采用直接燃烧法,直接用火焰燃烧把废气中可燃的有害组分当作燃料直接烧掉,因为预燃炉可以调节控制焚烧温度,窑头也可保持高温且稳定状态,其燃烧区的温度足以消除异味气体,维持燃烧的持续性,因此这种方法无论是对可燃有害组分浓度较高的废气,或者是有害组分燃烧时热值较低甚至无热值的废气都有效。主要在靠近焚烧系统的废物下料点及输送系统的抽风点使用。
实践验证
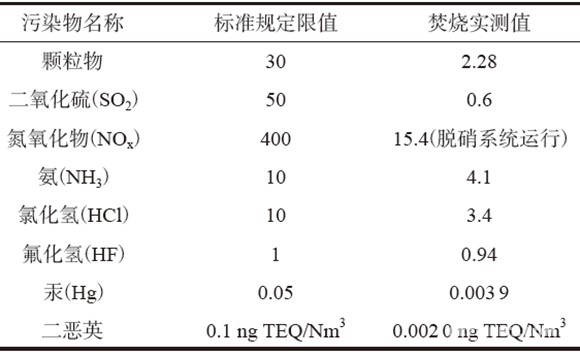
经过示范生产线的实践验证,研发所采取的技术路线和技术措施均能达到课题研究制定的目标和需要的效果。水泥烧成系统的整合在窑尾只增加了预燃炉,并与分解炉形成一体化装备,预燃炉可喷燃料和液态废物,固态和膏状废物可直接加入预燃炉,可燃物及不可燃物均可加入炉内,预燃炉的焚烧温度、废物停留时间均可灵活调节,废物在炉内呈堆积、翻动、流动状态交替进行,使焚烧状态更为均衡,焚烧后的灰渣、气体全部进入分解炉不外排。根据所处置废物的需要,预燃炉实际运行时焚烧温度已达到1 100 ℃,当处置量控制得当时,经检测废气排放指标包括二恶英指标全部符合国家标准控制指标(见表2),进入熟料中的重金属含量也符合国家标准规定的限值,对熟料质量也没有影响。
窑头焚烧的废物主要利用燃烧器喷射入窑,主要处置可燃废物,使用的固体废物未经烘干水分达到35%~40%,粒度≤30 mm,在未使用余热发电系统排出80~100 ℃低温废气作为喷射气体的情况下,废物可以顺利喷射入窑,固气比控制适当,未发生堵塞情况。
表2 实测大气污染物排放指标mg/Nm3
结 束 语
对水泥窑烧成系统进行整合以满足集成化处置废物的要求,其焚烧系统应该保证不同品种、不同相态废物都能够在一定焚烧条件下得到有效分解并消除有害物,焚烧过程的主体参数包括焚烧温度、停留时间、过剩空气等均可根据不同需求灵活调节。预燃炉是保证完成这个焚烧过程的重要设备,与窑尾的分解炉构成一体化装备,可处置不同相态的替代原料和替代燃料;窑头燃烧器则可喷入高水分、大粒度的替代燃料入窑;使水泥窑烧成系统增强了处置各种废物的适应性,同时使预处理系统可以得到简化。异味处置系统根据不同情况进行组合配置可以有效遏制异味散发,课题研发及创新技术通过示范生产线的验证取得了实效,环保及产品各项指标均能够满足标准和规范的要求,其技术路线明确并取得了一定效果,具有推广应用的价值。
在利用水泥窑协同处置废物过程中,应将环保指标作为控制基准,处置过程不应产生二次污染,不应对水泥的正常生产过程和产品质量产生不利影响。对水泥生产的影响程度与处置量有很大关系,当处置量逐渐增大到一定程度时,对正常生产是有影响的,除有害元素也相应增加外,替代原料的某些成分会因超过配比限制而影响产品的质量。配套建设完善及功能齐备的预处理系统当然是比较理想的,但也应该考虑到水泥厂自身的承受能力。
(文章摘自《水泥》杂志2017年第3期)
 京公网安备 11010502035906号
京公网安备 11010502035906号





