在时代高速发展的今天,氨氮可谓是日益猖狂,肆虐无数。成为危害生态环境以及人类健康的一大要素!国家对这货的要求也日益严格,所以今天要讲的就是消灭高浓度氨氮的技术。(氨氮浓度质量大于500mg/L属于高浓度氨氮废水)。
高浓度氨氮废水
一、怎么来的?
高氨氮废水主要来源于垃圾渗滤液、味精生产、煤化工、有色金属冶炼等行业,其氨氮含量达到1000~10000mg/L。
二、怎么处理?
高氨氮废水成分复杂,毒性强,不能采用生物法、土壤灌溉法处理,主要处理技术如下。
磷酸铵镁沉淀法
a、原理
在弱碱的情况下,向含高浓度氨氮的废水中加入含Mg2+和PO43-的药剂,使污水中的氨氮和磷以鸟粪石(磷酸铵镁)的形式沉淀出来,同时回收污水中的氮和磷。其反应过程如下:
Mg2++NH4++HPO42-+6H2O→MgNH4PO4·6H2O+H+(KSP=2.5×10-13,25℃)
理论上,每去除1gNH4+-N就有17.5gMgNH4PO4·6H2O沉淀生成。
b、该反应主要的影响因素有:合适的镁盐、磷酸盐、适当的pH。
多选用MgCl2·6H2O和Na2HPO4·12H2O作为沉淀剂,磷酸铵镁为碱性盐,在pH>9.5的溶液环境中,结晶会溶解。因此控制好反应pH至关重要。
c、特点
目前MAP法多研究用于垃圾渗滤液的预处理,其不受温度影响,操作简单,投资设计成本较低,可应用于各种浓度氨氮废水的处理。
运行成本主要是添加的镁盐和磷酸盐,若企业能因地取材,寻找到廉价的沉淀剂,如含镁或者含磷废水,以废制废,综合利用,则可大大降低处理成本。
若单独添加沉淀剂,废水沉淀后多余的镁和磷残留,不仅处理成本增加,而且引入磷污染物,容易造成二次污染。而生成的磷酸铵镁沉淀物因有可能夹带废水中的有机物、重金属,可否作为复合肥料使用还需进一步研究,其应用价值还有待开发。
因此,MAP法要广泛应用于生产中必须解决两个关键问题:
- 廉价的沉淀剂
- 净化磷酸铵镁沉淀物,达到复合肥料的使用标准,推广应用
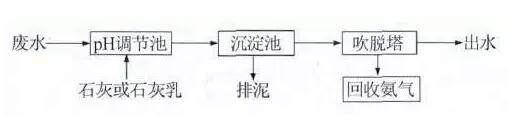
吹脱法/汽提法
a、原理
吹脱法已广泛应用于化肥厂废水、垃圾渗滤液、石化、炼油厂等含氨氮废水。吹脱法用于脱除水中氨氮。
即将气体通入水中,使气液相互充分接触,使水中溶解的游离氨穿过气液界面,向气相转移,从而达到脱除氨氮的目的。
常用空气作载体(若用水蒸气作载体则称汽提)。
吹脱塔常采用逆流操作,塔内装有一定高度的填料,以增加气—液传质面积从而有利于氨气从废水中解吸。
常用填料有拉西环、聚丙烯鲍尔环、聚丙烯多面空心球等。废水被提升到填料塔的塔顶,并分布到填料的整个表面,通过填料往下流,与气体逆向流动,空气中氨的分压随氨的去除程度增加而增加,随气液比增加而减少。
pH是影响游离氨在水中百分率的主要因素之一。当pH大于10时,离解率在80%以上,当pH达11时,离解率高达98%。
b、主要影响因素
控制吹脱效率高低的关键因素是水温,气液比、pH。
在水温25℃,吹脱的气液比控制在3000~3800左右,pH控制在10.5,可使吹脱效率大于90%,为了保证出水质量,吹脱法适用于处理氨氮为500~1000mg/L的废水。
温度也会影响吹脱效率,吹脱法水温低时处理效率很低,不适合在寒冷的冬天使用,废水温度升高,游离氨的比例增加,其处理效率升高。
因此汽提法是吹脱法的改进版。其采用蒸汽为载体,提高氨氮处理效率。汽提塔更适用于处理氨氮为2000~4000mg/L的废水。但汽提塔运行一段时间后,汽提塔内会结垢,从而影响处理效率。
c、优缺点
吹脱法、汽提法其工艺简单,效果稳定,投资较低;但能耗大,处理成本高,处理成本约20~30元/吨水。出水氨氮大约为50~200mg/L,无法达到排放要求,必须增加后续的深度处理才能达标排放。
其吹脱出的氨气采用水淋洗吸收,氨水浓度低(1%左右),回用价值低,易挥发,容易造成二次污染;使用硫酸等酸性溶液吸收,生成硫酸铵等其他铵盐,需做进一步的处理,工艺流程较长,必定增加投资成本,且最终生产的硫酸铵产品,价格低廉,销售困难。
汽提精馏法
基于吹脱与简单的汽提方法处理氨氮废水存在二次污染,运行成本高等问题,现阶段多家环保设备研发机构通过改良,采用精馏塔蒸氨回收氨水方法,广泛应用于生产中处理氨氮废水。
a、原理
氨与水分子相对挥发度存在差异,通过在精馏塔内进行多次气液相平衡,将氨氮以分子氨的形式从水中分离,然后以氨水或液氨的形式从塔顶排出,并被冷凝器冷却到常温成为高纯浓度氨水进行回收,可回用于生产或直接销售。
塔釜出水pH控制在10以上,脱氨后的废水氨氮浓度可降至10mg/L以下,可直接排放或处理后回用于生产。
b、汽提精馏回收氨水法成本
投资成本:120~600万元,回收的氨水浓度:16%~22%浓氨水。运行成本:5~10元/吨,运行成本受原水氨氮浓度、pH影响较大,高氨氮高pH的废水,回收的氨水越多,运行成本越低。
c、优缺点
该方法投资成本及运行成本处于中等水平,但是回收的氨水浓度较高,可根据企业情况选择回用于生产,也可以外售。其氨水回用或者外售盈利的钱基本可以抵消工艺设备的运行成本,且出水效果较好,氨氮浓度可降至10mg/L以下,省去为了达标排放而进行二次脱氨的投资和运行成本。
其缺点就是为了保证出水达标,其出水pH必须控制在10以上,造成碱的浪费,还必须加酸回调至中性,才能达标排放。另外,此方法尤其适用于氨氮浓度7000mg/L以上的高浓度氨氮碱性废水,否则氨氮浓度低,同等条件下其回收的氨水较少,氨水回用或外卖的效益低,整体的运行成本就会上升。
气态膜法
气态膜,又称支撑膜,膜吸收。目前已应用于水溶液中的挥发性反应性溶质如NH3、CO2、SO2、H2S、Cl2、Br2、I2、HCN、胺、苯酚的脱除,回收富集和纯化。
气态膜具有比表面积,高传质推动力,操作弹性大,氨氮脱除效率高,无二次污染等优势。
气态膜脱氨技术采用疏水性的中空纤维微孔膜作为含氨废水和吸收液的屏障,这时膜一侧是待处理的氨氮废水,另一侧是酸性吸收液,疏水的微孔结构在两液相间提供一层很薄的气膜结构。
废水中游离态的NH3在废水侧通过浓度边界层扩散至疏水微孔膜表面,随后在膜两侧NH3分压差的推动下,NH3在废水和微孔膜界面处气化进入膜孔,然后扩散进入吸收液侧与酸性吸收液发生快速的不可逆的反应,从而达到氨氮脱除的目的。
气态膜脱氨一般用稀硫酸作为吸收剂,但是对于很多企业来讲,生成的硫酸铵存在销售价格低廉等问题,并非理想回收产品,而很多企业更倾向于回收一定浓度的氨水自用或者销售。
因此采用气态膜+精馏技术组合受到关注,其原理主要是利用一种可再生吸收剂在膜两侧吸收氨,饱和的吸收剂采用精馏的方式进行精馏回收15~18%氨水,出水氨氮可达到15mg/L以下,吸收剂可重复利用。
此方法最适用于废水氨氮在3000~6000mg/L之间的处理,饱和吸收剂可将氨氮浓度提高到10000mg/L以上,精馏消耗的蒸汽大幅下降,处理成本较其他处理方法最低,其综合效益最高。
而对于氨氮为8000mg/L以上的废水,采用气态膜的方法就没有明显的成本优势了。
但是由于废水的复杂性、膜材料的研发更新换代、可逆吸收剂的研发适用性以及后续副产品的生产应用等多种原因,气态膜法脱氨工业化进程很慢,国内生产应用实例较少。

 京公网安备 11010502035906号
京公网安备 11010502035906号





